
产品简介:
堆焊修复工件:盾构机刀具
耐磨焊丝型号:LQ557
耐磨焊丝直径:1.2-1.6
保护介质:CO2保护气体。
焊接母材:A3、45#钢等中低碳钢。
工艺性能:飞溅小、成型美观。
焊接方式:平焊
抗裂纹:焊缝无裂纹。
参数范围
|
耐磨焊丝型号
|
直径
|
焊接方式
|
硬度(HRC)
|
优势
|
|
LQ557
|
1.2-1.6
|
CO2气保护
|
52-60
|
堆焊盾构机刀头、顶管机各
|
|
LQ582
|
1.2-1.6
|
CO2气保护
|
50-58
|
|
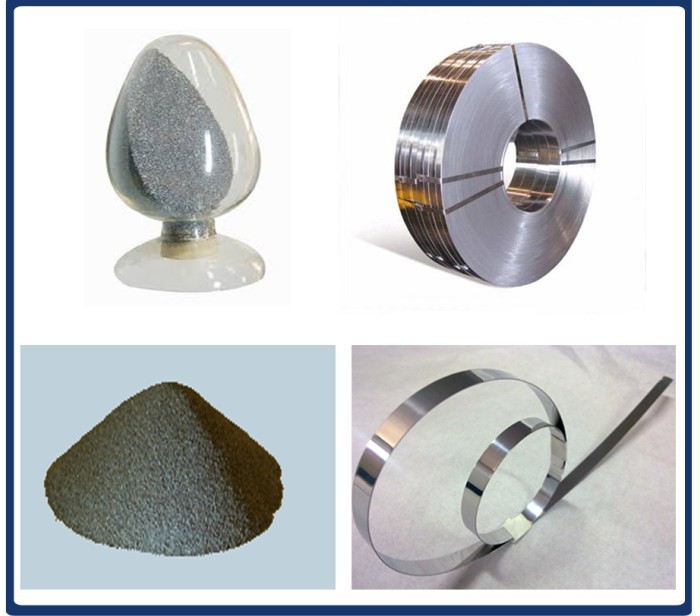
耐磨焊丝特点:
LQ557作为低碳高铬合金耐磨焊丝,性能优良,成型美观,用于堆焊盾构机刀头、顶管机等各类磨损件,焊接牢固飞溅小,
其它注意事项
1.焊接前要保证预热充分。
2.尽可能采用单道焊接,并保证焊道的搭接量。
3. 清楚层间的渣壳,保证电弧的稳定性。
4.焊丝在阴凉干燥处保存,开包三天内用完。
|
雷公堆焊焊丝质量管理控制流程
一、严格筛选供应商
|
|
每类物料5~10家候选供应商名单,由雷公专家组成员评估后择优选择。并且每年对供应商予以重新评估,并对供应商进行信用等级管理。
|
|
|
|
二、严格把控原料品质
|
|
原材料严格自检留成,并由天津市检测技术研究所进行第三方检测。
|
|
|
|
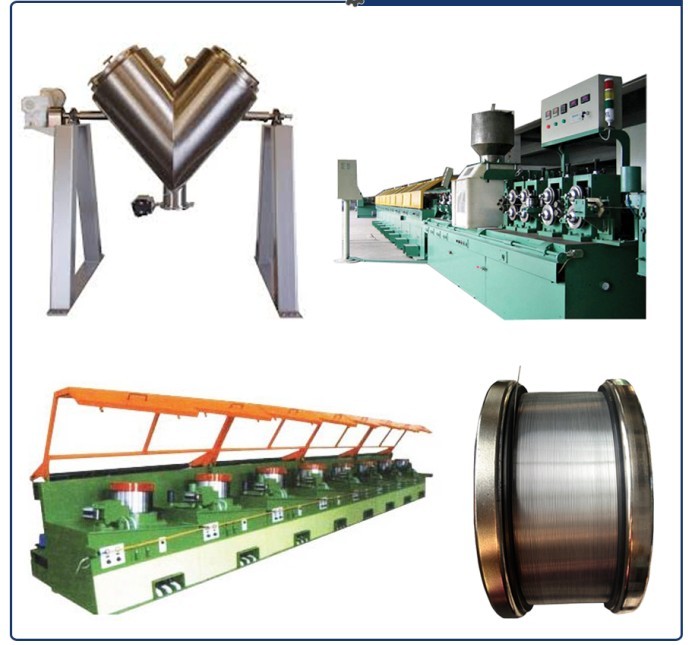
三、先进的焊丝生产工艺
|
|
雷公自主研发并获得国家专利的焊丝生产设备,实现生产过程自动化控制,减少了人为因素对焊丝品质的影响。
|
|

|
|
四、科学、严谨的生产过程控制
|
|
1、生产前的小样检验。
|
|
2、配粉完成后的质量检验。
|
|
3、轧丝质量检验:按工艺单的要求为标准进行检验。
|
|
4、拔丝质量检验。
|
|
5、分卷包装检验:随机检验净重。
|
|
6、成品检验。

|
天津雷公焊材拥有25年堆焊修复研发经验!
您可以没有设备,没有材料,没有工艺,只要你选择天津雷公
我们将为您提供优秀的设备供应商,优质的材料,优良的堆焊工艺
量身定制堆焊材料,堆焊修复工艺方案,提高工件使用寿命,降低成本,为客户
创造价值既是我们的目标也是我们飞速发展的秘籍!
|



